datos básicos
sierras de cinta
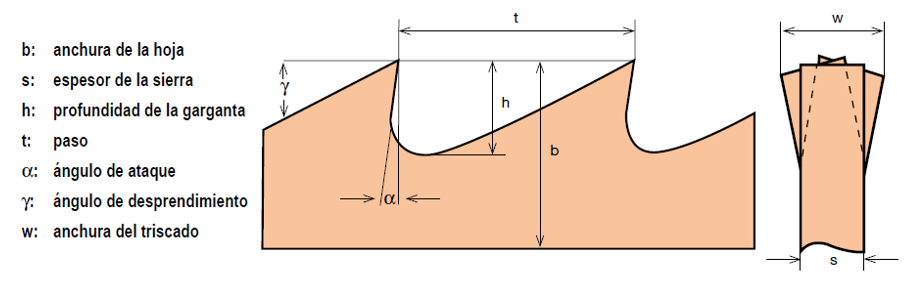
1. Terminología.
2. Tipos de dentado.
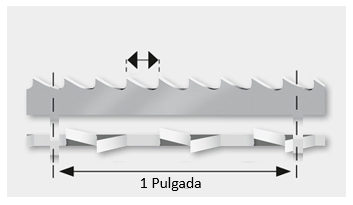
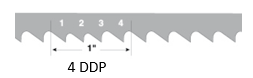
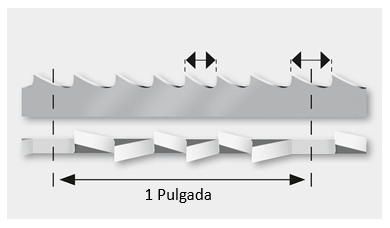
El PASO DE DIENTES lo define el número de dientes por cada pulgada. (DPP) = 25,4mm.
El paso de dientes es uno de los parámetros mas importantes a la hora de elegir la sierra de cinta adecuada.
Su elección dependerá del espesor del material a cortar. También es importante tener en cuenta que el paso de dientes influye en la capacidad de evacuación de viruta. Cuanto mas pequeño es el dentado, la evacuación de virutas es mas difícil.
En piezas de paredes delgadas, como tubos, tuberías, hojas, etc., se requieren dientes pequeños para evitar que éstos se dañen o se rompan. En cortes transversales de grandes piezas, se deben utilizar sierras de paso más ancho, p.ej. menos dientes por pulgada. Cuantos menos dientes entren en contacto con la pieza, mayor será la capacidad de corte. Esto se debe a que la capacidad de penetración de cada uno de los dientes es mayor (si la presión de avance de la sierra se reparte en el menor número posible de dientes). Un paso más basto (pocos DPP), aumenta por tanto la productividad y proporciona unos espacios de virutas más grandes, que son los deseables. En materiales blandos, como aluminio y bronce, se requieren grandes espacios para virutas. Un paso más ancho evita que las virutas se adhieran y se agolpen en las sierra, lo que podría dañar el corte y la hoja.
- Constante:
El dentado fijo o constante tiene la misma distancia de la punta de un diente a otro. Recomendado para corte de madera. Desventajas: Ruidoso, menor rendimiento, menor vida útil.
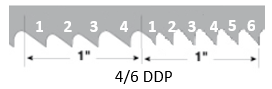
- Variable:
El dentado variable tiene diferentes distancias entre las puntas de los dientes dentro de un grupo de dientes. Ventajas:
-Área de aplicación de la hoja de sierra más amplia.
-Se reducen las vibraciones al cortar.
-Aumenta el rendimiento y la vida útil de la sierra.
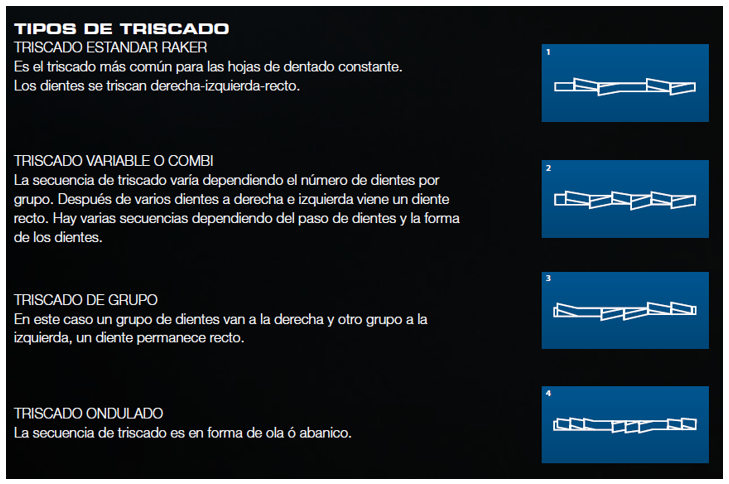
3. Triscado de dientes.
El TRISCADO es la alineación lateral de los dientes hacia derecha e izquierda de la sierra.
El triscado provoca un ancho de corte mayor y evita que se atasque la sierra de cinta en el propio material, mejora la evacuación de virutas y favorece la circulación del fluido de refrigerante de corte.
4. Geometría de los dientes.
- Diente normal (M42)
El diente normal tiene un ángulo de corte 0º. Es apropiado para cortar materiales con un alto contenido de carbono (como hierro fundido), materiales con secciones transversales pequeños y perfiles y tubos de espesor fino.

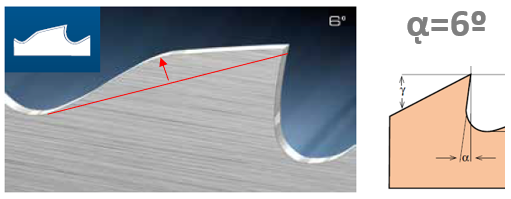
- Diente Ultra
El diseño reforzado del diente profiles soporta las vibraciones que se originan cortando vigas y tubos. Este efecto se complementa con un ángulo de corte reducido a 6º.
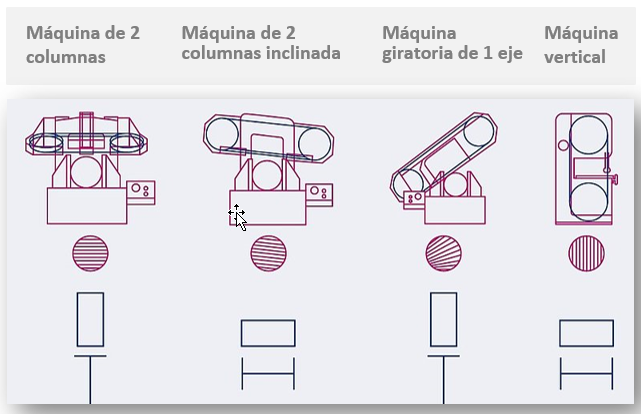
5. Tipos de máquinas.